Introduction
Have you ever wondered why a job that should take an afternoon drags into a week? I see that in small shops all the time: a two-hour quote becomes a three-day scramble. In those moments, CNC milling and turning centers—spindle speeds, tool changers, G-code tweaks—get blamed and praised in equal measure.
Here’s a short scene for you: a midwest shop runs a batch of brackets, the CAM file looks fine, but tolerances drift by a few thousandths. The machine is modern, but downtime and scrap eat at margins (and morale). Industry reports show small shops can lose 5–12% of revenue to machine inefficiency and setup errors. So what exactly is breaking down—hardware, software, or the way we choose machines?
I’ll be blunt: I think many buyers rush into specs without a clear picture of the daily workflow. That’s why I’m writing this—part to share what I’ve learned, part to push back on simple answers. Let’s move from that scene to the practical problems I keep running into.
Why Traditional Setups Still Trip Us Up
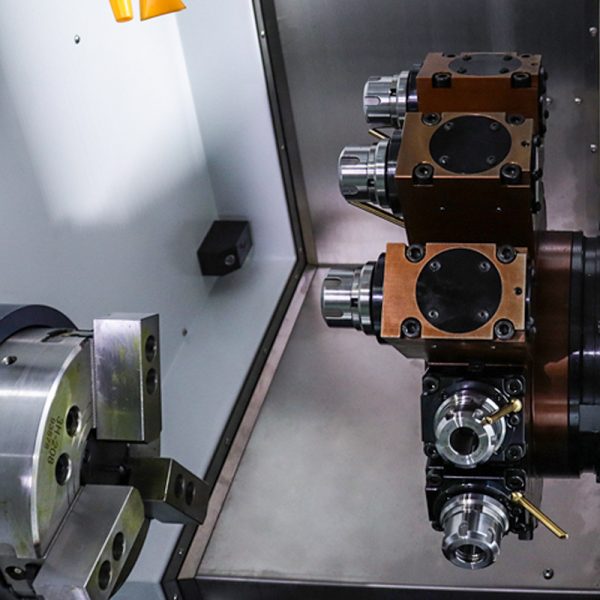
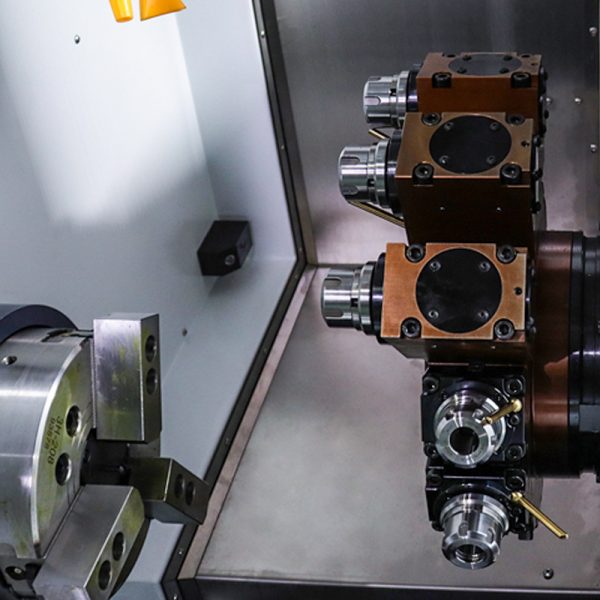
When I talk about a milling and turning machining center with y axis, I’m pointing at a real upgrade many shops overlook. Traditional setups—separate mills and lathes, manual fixtures, large batch thinking—create handoffs that cost time and invite error. Let me explain in clear terms: if you move a part between machines, you add fixturing variance, extra inspection, and scheduling overhead. That multiplies scrap risk.
Technically speaking, classic lines assume repeatable fixturing and fixed toolpaths. But in real shops, workpieces shift, material batches vary, and operators change shifts. The company buys a high-speed spindle to cut time, but the real bottleneck is changeover. Servo turrets and live tooling can help, yet they’re useless if the shop still treats setup like a separate job. Look, it’s simpler than you think—integrated motion (Y-axis control) and quick-change tooling reduce steps, not just cycle time. — funny how that works, right?
Where does the cost really hide?
Costs hide in the small tasks: alignment, re-fixturing, manual probe routines, plus the learning curve for new toolpaths. I’ve seen shops save hours per job simply by rethinking the workflow rather than chasing raw spindle RPMs. And yes, the right machine—one with a robust Y-axis and a solid subspindle—matters; but training and process change are just as critical.
New Technology Principles and a Look Forward
What should you look for next? I focus on core principles: integrated controls, predictable toolpaths, and systems that shrink human touchpoints. Multi-axis coordination and edge-ready controllers mean less manual intervention. That’s where multi tasking cnc machine tools shine—they combine operations, reduce workpiece movement, and cut lead time. I’m not hyping buzzwords; I’m talking about reducing setup steps and scrap in ways I’ve seen work on the floor.
In practice, that means better spindle control, smarter tool changers, and more robust CNC controllers that handle conditional logic—so the machine can adapt to minor variation without stopping. Add in modern diagnostics (edge computing nodes, power converters for stable drives) and you get more uptime. The result? Fewer surprises, smoother runs, and a clearer picture at estimating time and cost. — yes, it takes some upfront effort, but the payoff is measurable.
What’s Next: Practical Steps
If you’re deciding between sticking with separate machines or moving to a multi-tasking cell, evaluate these three metrics to be sure you’re choosing the right path:
1) Changeover Time: Measure average minutes lost per batch to setup and fixturing. Lower is better. 2) First-pass Yield: Track parts meeting tolerance without rework—this shows real process control. 3) Adaptive Control Capability: Can the controller handle in-process adjustments (probing, spindle compensation) without operator intervention?
Those three metrics will tell you more than any spec sheet. I’ve watched shops pivot from costly multi-step jobs to single-setup runs and cut lead time by 30–60%. It isn’t magic—it’s process plus the right machine. If you want to explore options, I trust the practical performance of Leichman.